焼肉大学 — 必修科目 | 3単位 | 前期開講
単独表示焼肉大学 — 必修科目 | 3単位 | 前期開講
「包丁は道具ではなく、肉との対話を通じて真価を発揮する延長である。切り方ひとつで、同じ肉が別の料理になる。」
— 焼肉大学 包丁道場 初段格言
科目概要
単独表示科目概要
焼肉の仕上がりは「焼き方」だけで決まるのではない。むしろ切り方の良否が焼き上がりの70%を決定すると言っても過言ではない。繊維の方向、スライスの厚さ、カットの角度——これらが肉の食感、咀嚼力、旨味の引き出し方に直接影響する。本科目では、包丁の選択から砥ぎ、各部位への最適カット技術まで、焼肉プロとして必要な切り技術を体系的に習得する。
学習到達目標:
1. 各種包丁の特性と適切な用途を判断できる
2. 適切な砥石と角度で刃を研ぎ、切れ味を維持できる
3. 基本の切り方(押し切り・引き切り等)を正確に実践できる
4. 各部位の繊維方向を把握し、最適なカット技術を適用できる
5. 筋・筋膜の処理を適切に行い、食感を最大化できる
6. 安全・衛生管理を徹底し、交差汚染を防止できる
第1章:包丁の種類と選び方
単独表示第1章:包丁の種類と選び方
1.1 包丁の形状と用途
牛刀(Chef's Knife)
焼肉店において最も汎用性が高い包丁。名前に「牛」を含むように、もともと肉の処理を目的として設計された洋包丁の代表格。
| 項目 | 詳細 |
|---|---|
| 刃渡り | 18〜30cm(焼肉用は21〜24cmが主流) |
| 刃の形状 | 両刃、緩やかな弧(カーブ) |
| 断面形状 | 左右対称の両刃 |
| 主な用途 | 薄切り、荒切り、みじん切り、ブロック処理 |
| 適した部位 | ロース・サーロイン・タン・ハラミの一般的なカット |
筋引き(Sujihiki / Slicing Knife)
筋引きは薄くて細長い刃が特徴で、筋や腱の除去、薄切りに特化している。
| 項目 | 詳細 |
|---|---|
| 刃渡り | 24〜36cm |
| 刃の形状 | 両刃、極めて細身・薄刃 |
| 主な用途 | 大ブロックのスライス、筋・シルバースキン除去 |
| 適した部位 | サーロイン薄切り、タン処理、筋膜除去 |
| 特徴 | 引き切り一回で仕上げるため、断面が滑らか |
出刃包丁
本来は魚の骨を断つための包丁だが、厚い腱や骨に近い処理に活用される場合も。
| 項目 | 詳細 |
|---|---|
| 刃渡り | 15〜21cm |
| 刃の形状 | 片刃(右利き用) |
| 主な用途 | 骨の際の肉外し、カルビの骨除去補助 |
スライサー(Carving Slicer)
薄切りに特化した西洋包丁。筋引きとほぼ同機能だが、刃の柔軟性が高い。
1.2 鋼材の科学:何が切れ味を決めるのか
包丁の「切れ味」「持続性」「砥ぎやすさ」は、鋼材の化学組成によって根本的に決まる。
主要鋼材の化学組成比較
| 鋼材 | 炭素(C) | クロム(Cr) | バナジウム(V) | モリブデン(Mo) | コバルト(Co) | 特徴 |
|---|---|---|---|---|---|---|
| 白紙鋼(白一・白二) | 1.0〜1.3% | - | - | - | - | 高純度鋼、鋭利、錆びやすい |
| 青紙鋼(青一・青二) | 1.0〜1.4% | - | 0.2〜0.4% | - | - | 鎔接炭化物、刃持ち優秀 |
| 青紙スーパー | 1.4〜1.5% | - | 0.3〜0.5% | - | 0.1〜0.6% | 最高硬度、刃持ち最強 |
| VG-10 | 1.0% | 15% | 0.1〜0.3% | 1% | 1.5% | ステンレス鋼、錆びにくい、万能 |
| モリブデン鋼 | 0.6〜0.8% | 13〜15% | - | 0.1〜1% | - | 業務用汎用、コスト対効果良 |
| ダマスカス鋼 | 複合 | 複合 | — | — | — | 積層鋼、審美性重視 |
硬さの指標:HRC(ロックウェル硬さ C スケール)
HRC(Rockwell Hardness Scale C)は金属の硬さを示す指標。値が高いほど硬い。
| HRC値 | 鋼材例 | 特性 |
|---|---|---|
| HRC55〜58 | ドイツ鋼(ヴュストホフ等) | 柔らかめ、砥ぎやすいが刃持ち低 |
| HRC60〜62 | VG-10、青紙鋼 | 焼肉用として理想的バランス |
| HRC63〜65 | 青紙スーパー、ZDP-189 | 極めて硬く刃持ち抜群、砥ぎ困難 |
| HRC66以上 | 特殊セラミック系 | 非常に脆く、用途限定 |
業務用選択の基準: HRC60〜62の鋼材(白紙鋼、VG-10)が焼肉店業務用として最も適している。砥ぎやすさと刃持ちのバランスが優れており、日々の使用と定期メンテナンスのサイクルに最も合っている。
1.3 ハンドル(柄)の選択
| ハンドル素材 | 特性 | 衛生管理 |
|---|---|---|
| 朴(ほお)木 | 軽量、吸収性あり、交換可能 | 洗浄後の乾燥必須 |
| 樹脂(POM等) | 耐水性、衛生的、重め | 食洗機対応が多い |
| ステンレス一体型 | 最高衛生性、滑りやすい | 食洗機対応 |
| 複合樹脂(パッカーウッド等) | 木の美感 + 耐水性 | 中程度 |
第2章:砥石とメンテナンス
単独表示第2章:砥石とメンテナンス
2.1 砥石の種類と役割
砥石のグレードは「番手(#)」で表示される。数字が小さいほど粗く、大きいほど細かい。
| 種類 | 番手 | 役割 | 使用頻度 |
|---|---|---|---|
| 荒砥 | #80〜#400 | 欠け修正、刃角再形成、激しく摩耗した刃の再生 | 月1〜2回 |
| 中砥 | #800〜#2000 | 日常の刃先研ぎ、荒砥後の仕上げ途中 | 週1〜2回 |
| 仕上げ砥 | #3000〜#8000 | 刃先の鋭利化、バリ取り、鏡面仕上げ | 毎日または2日に1回 |
| 革砥(ストロップ) | — | 最終仕上げ、バリ(かえり)の除去 | 使用直前 |
砥石の素材
| 素材 | 特性 | 代表製品 |
|---|---|---|
| 天然砥石 | 均質でなく職人技要、最高の鋭利さ | 京都産「奥殿」「中山」 |
| 人工砥石(酸化アルミニウム) | 均質、コスト低、初心者向け | シャプトン、キング |
| 人工砥石(炭化ケイ素) | 硬い鋼材向き、切削力強 | — |
| ダイヤモンド砥石 | 超硬鋼材(HRC65以上)専用、耐久性高 | — |
2.2 正しい砥ぎ角度
角度の基本原則
砥ぎ角度15〜20° が焼肉店用包丁の標準。
| 角度 | 特性 | 適用 |
|---|---|---|
| 10〜12° | 極薄刃、最鋭利だが脆い | 刺身包丁(筋引き・柳刃) |
| 15〜17° | 鋭利と耐久のバランス | 牛刀・筋引き(推奨) |
| 20〜25° | 刃が丈夫、刃持ち良 | 骨付き肉・出刃 |
| 25〜30° | 頑丈だが鋭利さ落ちる | 出刃・チョッパー |
角度の確認方法(実践)
- コイン法:10円玉(厚さ1.5mm)を1枚置いて見た角度が約10°。2枚重ねで約20°の目安
- マジック法:刃先にマジックを塗り、砥石に当てて確認(塗料が削れた部分が当たっている)
- フィーリング法:熟練すると砥石への刃の「引っかかり感」で角度を感じ取れる
2.3 鋼材別の砥ぎ方
白紙鋼・青紙鋼(和鋼・高炭素鋼)
推奨砥石:荒砥#240→中砥#1000→仕上げ砥#3000〜5000
砥ぎ角度:14〜16°
水砥石推奨(乾砥NG)
砥ぎ動作:前方向に力を入れ、返しは軽く
注意:極めて錆びやすいため、砥ぎ後は即座に乾燥・オイル塗布
VG-10(ステンレス高級鋼)
推奨砥石:中砥#1000→仕上げ砥#3000〜6000
砥ぎ角度:15〜18°
水砥石または空砥石
砥ぎ動作:均一な力で前後
注意:ステンレスでも高Cr含量で若干錆の可能性あり
モリブデン鋼(業務用汎用)
推奨砥石:中砥#800〜1200→仕上げ砥#2000〜3000
砥ぎ角度:17〜20°
砥ぎやすく初心者にも適応
注意:過度に研ぎすぎると角が甘くなる
2.4 バリ(かえり)とその除去
砥いでいると刃先の反対側に「バリ(かえり/burr)」と呼ばれる微細な金属の折り返しが生じる。このバリを適切に除去しなければ、見かけ上鋭利でも実際の切れ味は不十分。
バリの確認方法:
- 親指の腹を刃先に対して垂直に軽く当て、引っかかり感を確認
- バリがある側ではザラザラした感触
バリの除去:
1. 仕上げ砥石の最終工程で両面を交互に数回砥ぐ(枚数を減らしながら)
2. 革砥(ストロップ)に刃の背を引く動作で仕上げ
3. 厚紙やダンボールで軽く払う方法も有効
第3章:基本の切り方
単独表示第3章:基本の切り方
3.1 押し切り(プッシュカット)
刃を前方向(押す方向)に動かしながら切る技法。
適した素材: 柔らかい肉(薄切りロース、表面に筋のない部位)
手順:
1. 刃先を素材の端に当て、刃の根元側(ヒール)から押し出すように切り込む
2. 刃を前方に押しながら、同時に下方向に力を加える
3. 切り終わりは刃先(ティップ)で抜ける
注意: 力に頼ると組織が潰れる。鋭い刃で行うのが前提。
3.2 引き切り(プルカット)
刃を後方向(引く方向)に動かしながら切る技法。焼肉店での薄切りの主流技術。
適した素材: 薄切り全般(筋引きによる大ブロックスライス)
手順:
1. 刃の前部(ティップ)を素材の遠端に当てる
2. 刃全体を後方向に引きながら、垂直下方向に力を加える
3. 一回の引き動作でスライスを完了させる(「一刀入魂」)
職人の原則: 「引き切りは一度で決める」。同じ場所を何度も往復すると断面が鋸目状になり、食感・美観が損なわれる。一度の引き動作で切り抜けることが薄切りの真髄。
3.3 直角カット(クロスカット)
繊維方向に対して90°(直角)で切る技法。
目的: 長い筋繊維を短く切断 → 咀嚼を容易にする
適した部位: タン(縦方向の繊維を断つ)、ハラミの特定カット
3.4 バイアスカット(斜め切り)
繊維方向に対して30〜60°の角度で切る技法。
目的:
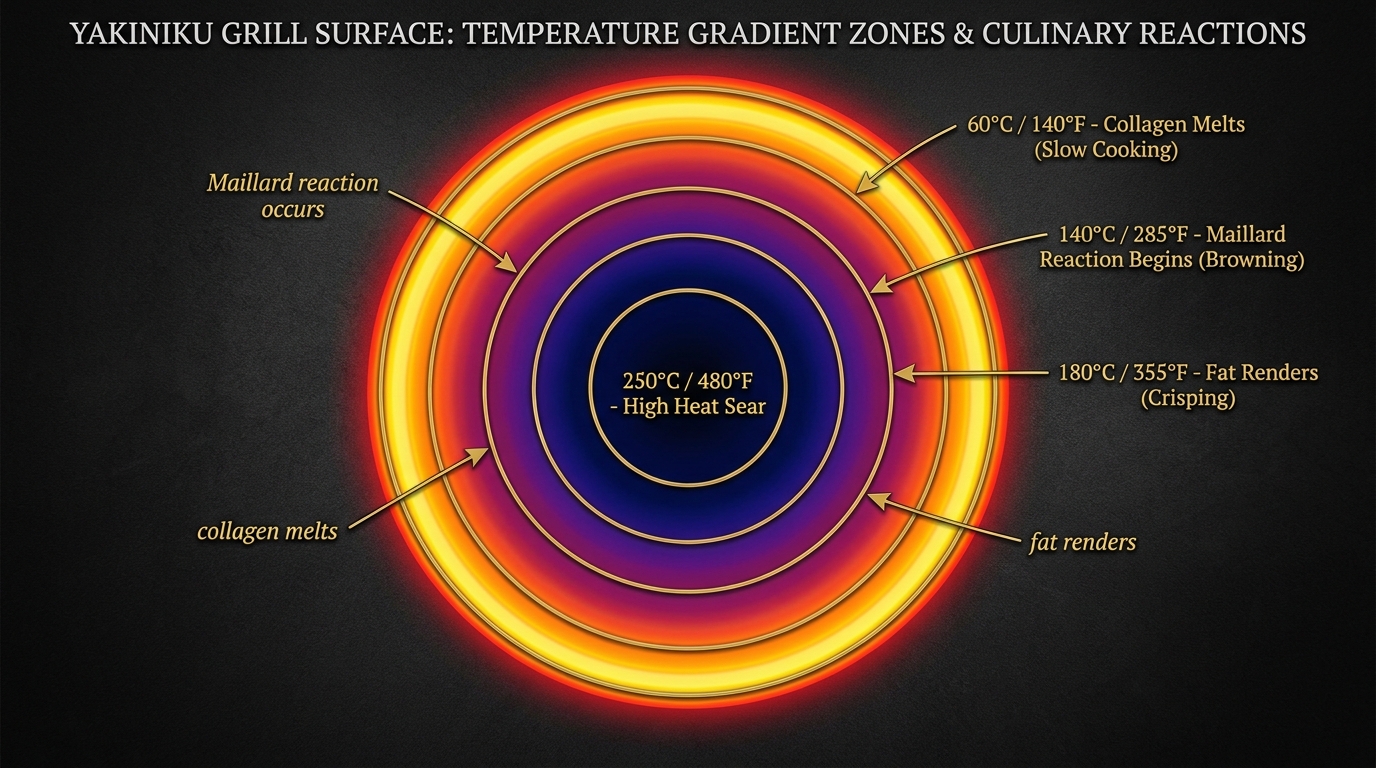
1. 断面積を増やし、焼き色のつく面積を拡大(メイラード反応の促進)
2. 繊維を程よい長さで切断(直角より若干長い食感)
3. 肉の展開面積が増えて、見た目も良くなる
適した部位: ハラミ、サガリ、外内横隔膜
3.5 スライス(薄切り)
均一な厚さで連続的にスライスする技法。
一般的な厚さの基準:
| 厚さ | 部位 | 食感の特徴 |
|---|---|---|
| 1〜2mm | 霜降り高級和牛(ロース・サーロイン) | とろける食感、超短時間焼き |
| 3〜4mm | 標準ロース・カルビ | 一般的な焼肉の切り厚 |
| 5〜8mm | タン中・厚切りロース | 食感を楽しむ厚切りスタイル |
| 10〜15mm | 厚切りタン、特上カルビ | 肉の旨味と食感を最大限に |
第4章:部位別最適カット技術
単独表示第4章:部位別最適カット技術
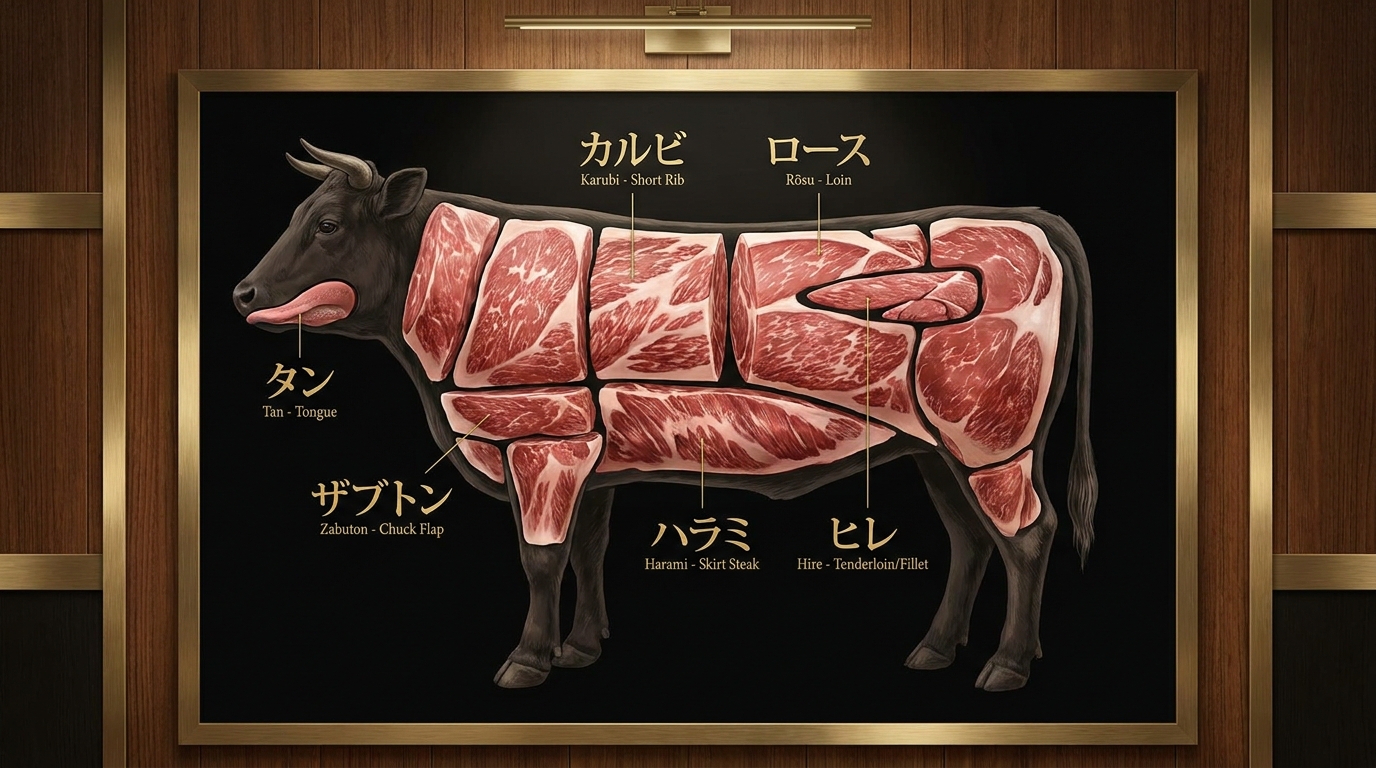
4.1 タン(舌)の切り方
解剖学的理解
牛の舌は主に縦走筋(longitudinal muscle)と横走筋(transverse muscle)が複雑に絡み合った構造を持つ。表面には乳頭(舌乳頭)と粘膜が付着している。
部位区分と特性
| 部位 | 特性 | 切り方 |
|---|---|---|
| タンもと(根元) | 最も厚く、コラーゲン豊富、脂あり | 厚切り(8〜12mm)直角カット |
| タン中(中央) | バランスが良く最もポピュラー | 標準切り(5〜7mm)直角カット |
| タン先(先端) | 筋繊維が密で硬い、シチュー向き | 薄切り(3mm)または調理用 |
切り方の手順
- 粘膜・下処理層の除去:タン表面の白い粘膜(タン皮)を剥がす。刃を皮と肉の境界に差し込み、引き切りで除去
- 繊維方向の確認:タンを横から見て、繊維が縦方向(付け根→先端)に走っているのを確認
- 直角カット実施:繊維に対して90°(横方向)にスライス。これにより長い筋繊維が短く断ち切られ、柔らかい食感が生まれる
- 均一な厚さ:筋引きを使い、一回の引き動作で均一にスライス
なぜ直角切りか: 筋繊維に平行に切ると、食べる際に長い繊維が歯に引っかかる。直角に切ることで最大長さが切り厚分(例:5mm)に制限され、すっと噛み切れる食感が生まれる。
4.2 ハラミ・サガリの切り方
解剖学的背景
- ハラミ(内横隔膜 / Diaphragm inner):横隔膜の肋骨付着部の内側の厚い筋肉
- サガリ(外横隔膜 / Diaphragm outer):横隔膜の腰椎付着部分、ハラミより細長い
どちらも「横隔膜」であり、呼吸運動に使われる筋肉。酸素を多く使うためミオグロビン含量が高く(赤身が濃い)、豊かな旨味を持つ。
バイアスカット手順(詳細)
ステップ1:繊維方向の確認
ブロック状のハラミを正面から見ると、繊維は長軸方向(肉の長手方向)に走っているのが確認できる。表面の白い筋膜の向きも参考になる。
ステップ2:45〜60°の角度設定
まな板に対してハラミを置き、切る方向を繊維に対して45〜60°の角度に設定する。
ステップ3:引き切り実施
筋引き(24〜27cm)を使い、一回の引き動作でスライス。切り厚は5〜7mm が標準。
ステップ4:確認
切断面を観察し、筋繊維の断面が「丸い点状」(繊維を横から断った状態)に見えていれば成功。繊維が線状に長く見える場合は角度が浅い(繊維方向に近い)。
4.3 サーロイン・ロースの均一薄切り
霜降り和牛特有の難しさ
霜降りの多いサーロインは、脂(融点25〜30°C)が切る段階ですでに柔らかく、均一なスライスが難しい。
均一薄切りのための前処理
- 冷却:冷蔵庫から出したばかりの状態(1〜4°C)で切る。常温に戻すと脂が溶けて崩れやすくなる
- 一時凍結法(業務用):-5°C程度まで軽く冷やして半凍結状態にするとスライスが安定する
- 刃の温度管理:刃に熱が伝わらないよう、こまめに刃を水で冷やす
切り方の手順
- ブロックを横に置き、脂のサシ(霜降り)の方向を確認
- 肉の繊維に対して直角もしくは軽いバイアスで切る
- 筋引きの一回引きで1〜3mmの均一スライス
- 切った肉はすぐにプレートに並べる(重ねない)
4.4 カルビの骨除去と切り方
カルビの解剖学的構造
カルビは牛の肋骨(rib)周辺の肉で、正式には「短肋骨部(short rib)」を指す。日本ではスペアリブ(骨付き)から骨を外した部分が「カルビ」として提供される。
骨除去手順:
- 表側の確認:骨の走る方向(肋骨の方向)を触って把握
- 骨の際に刃を入れる:出刃包丁(または牛刀の刃元部分)を骨の表面にぴったり沿わせ、削ぐように刃を滑らせる
- 骨膜の処理:骨膜(periosteum)は硬いため、刃先でかき取るように除去
- 肉の確認:骨側に残った肉(中落ちカルビ)は削ぎ取ってホルモンやカルビユッケに使用
カルビの切り方
| 種類 | 切り方 | 厚さ |
|---|---|---|
| 上カルビ | 脂の筋に対して直角〜バイアス | 5〜8mm |
| 三角カルビ | 繊維方向確認後バイアス | 5〜6mm |
| 中落ちカルビ | 骨から削いだ薄い形状のまま | そのまま使用 |
4.5 ホルモン系の切り方
各ホルモンの特性と処理
| 部位 | 特性 | 切り方 |
|---|---|---|
| テッチャン(直腸) | 脂多め、コリコリ | 輪切り(2〜3cm)または縦割り |
| シマチョウ(大腸) | シマ模様の脂、独特の食感 | 輪切り(3〜4cm) |
| コテッチャン(コロン) | 大腸の特定部位、弾力強 | 輪切り(2cm)または開き |
| ミノ(第一胃) | 硬い、コリコリ感強い | 薄切り(2〜3mm)、格子状に切れ目入れ |
| センマイ(第三胃) | 千枚の意、薄い膜状 | 開いて薄切りまたはそのまま |
| マルチョウ(小腸) | 脂内包、プルプル食感 | 輪切り(3〜4cm)または開き |
第5章:筋・筋膜の処理
単独表示第5章:筋・筋膜の処理
5.1 筋・結合組織の解剖学
肉を構成するのは筋繊維だけではない。筋繊維を束ねる筋膜(fascia)、腱・骨を結ぶ腱(tendon)、筋束間のシルバースキン(silver skin / epimysium)が重要な処理対象となる。
結合組織の主成分
- コラーゲン(膠原繊維):加熱でゼラチン化(65°C以上)、長時間加熱で溶解
- エラスチン(弾性繊維):シルバースキンに多い、加熱しても溶けず硬いまま
5.2 シルバースキンの除去(最重要技術)
シルバースキンはエラスチンを主成分とする白光りした薄い膜で、焼いても縮むだけで溶けず、食感を大きく損なう。
除去手順(基本)
- 肉のシルバースキン面を上に向ける
- 刃先をシルバースキンと肉の境界(赤い肉との境界線)に差し込む
- 刃を水平に保ちながら前方向に押し進める(刃を皮と肉の間に滑らせる感覚)
- 非利き手でシルバースキンを引っ張り、刃との角度を作ることで除去しやすくなる
- 薄く切るほど肉の無駄が少ない(熟練度が試される)
5.3 除去すべき筋 vs 残すべき筋の判断基準
| 種類 | 見た目 | 判断基準 | 対応 |
|---|---|---|---|
| シルバースキン | 白銀色、光沢あり | 必ず除去 | 上記手順で完全除去 |
| 筋膜(厚い) | 白色〜乳白色、3mm以上 | 焼くと硬化、除去推奨 | 刃先でかき取り |
| 筋膜(薄い) | 半透明、1mm以下 | 加熱でゼラチン化→旨味の元 | 除去不要、むしろ活用 |
| 霜降りの細脂 | 白い細かい網目 | 和牛の美味しさの源 | 絶対に除去しない |
| 筋間の白い太脂 | 厚い白い層 | 焼くと縮んで硬い | 適宜除去、または網目切り |
| カルビの骨膜 | 骨に密着した白い膜 | 硬く不快感の原因 | 必ず除去 |
5.4 ホルモンの下処理と臭みの除去
ホルモン系部位の臭みは主に:
1. 腸内容物の残留:大腸・小腸の内側の洗浄不足
2. 粘膜の酸化:空気接触による変質
3. 血液の酸化:十分な血抜きができていない
下処理手順(大腸・小腸)
1. 流水洗浄:内側を裏返して流水下でよく洗う
2. 塩揉み:粗塩を大量にまぶして揉み込み(浸透圧で臭み成分を引き出す)5分間
3. 流水ですすぎ:塩と臭みを完全に洗い流す
4. 牛乳または日本酒に30分浸漬(任意):さらに臭みを軽減
5. 再洗浄:仕上げの流水洗浄
6. 水分除去:ペーパータオルで表面の水分をしっかり拭き取る
第6章:安全と衛生
単独表示第6章:安全と衛生
6.1 包丁の安全な扱い
切傷防止の基本原則
| ルール | 詳細 |
|---|---|
| 猫の手(クロウグリップ) | 指を丸めて第一関節を盾にする。刃は関節に当たって止まり、指先まで届かない |
| 包丁は常に見る | 何かを話しながら、別のことを見ながらの作業禁止 |
| 刃を体に向けない | 刃先は常に前方、作業台方向のみ |
| 落下時は拾わない | 落としたら絶対に掴もうとせず、足を引いて避ける |
| 渡す時は刃を包む | 別の人へ渡す際は刃面を布で覆うか、まな板に置いて受け取らせる |
| 包丁ケースに収納 | 使用後は必ずケースや刃当てに収納(引き出しの中での刃むき出し禁止) |
6.2 まな板の衛生管理
まな板素材の比較
| 素材 | 除菌のしやすさ | 包丁への負担 | 耐久性 | 推奨用途 |
|---|---|---|---|---|
| 白色プラスチック(PE) | 高い(漂白可) | 低い | 高い | 業務用標準 |
| 木製(檜・朴) | やや困難(吸水) | 非常に低い | 中程度 | 高級店・和食 |
| ゴム製 | 高い | 低い | 高い | 業務用 |
| 強化ガラス | 最高 | 高い(刃が欠ける) | 非常に高い | 不向き |
洗浄・除菌プロトコル
【使用後即時】
1. 水洗い:食材の残渣を水で流す
2. 洗剤洗浄:食器用洗剤でスポンジ洗い
3. 流水すすぎ:洗剤を完全除去
【日次(営業終了後)】
4. 熱湯消毒:80°C以上の熱湯を全面にかける(大腸菌死滅温度75°C以上で1分間)
5. または次亜塩素酸ナトリウム溶液(200ppm)に10分浸漬
【週次】
6. 塩素系漂白剤(500ppm)に浸漬または塗布→30分→洗浄
6.3 交差汚染(Cross-Contamination)防止:カラーコーディング
食中毒の最大のリスクの一つが交差汚染(異なる食材間での細菌移動)。特に生肉と他の食品(野菜・加熱済み食品)の接触は深刻なリスクを生む。
カラーコーディングシステム(国際標準HACCP準拠)
| 色 | 用途 |
|---|---|
| 赤 | 生の牛肉・赤身肉 |
| 黄 | 生の鶏肉・豚肉 |
| 青 | 魚介類 |
| 緑 | 野菜・果物 |
| 白 | 加熱済み食品・乳製品 |
| 茶(またはベージュ) | ホルモン・内臓系 |
重要: 焼肉店では最低でも「生肉用(赤)」「ホルモン用(茶)」「副菜・ナムル用(緑)」の3色分けを徹底すること。
6.4 保管温度と衛生基準
| 食品 | 保管温度 | 理由 |
|---|---|---|
| 生牛肉(冷蔵) | 1〜4°C | この温度帯でほとんどの病原菌の増殖は抑制される |
| ホルモン類 | 0〜3°C(より低め) | 変質が早く、より厳格な温度管理が必要 |
| 解凍後の肉 | 24時間以内に使用 | 解凍開始後に細菌増殖が始まる |
| カット済み肉 | 0〜2°C、2時間以内に提供 | 断面露出で酸化・細菌増殖リスク増大 |

総括:包丁・切り技術のエッセンス
単独表示総括:包丁・切り技術のエッセンス
| 知識カテゴリ | 核心の一文 |
|---|---|
| 包丁の選択 | 素材(鋼材HRC60-65)と形状(筋引き・牛刀)の目的適合が技術の基盤 |
| 砥ぎ | 15〜20°の一定角度と「バリ(かえり)の確認・除去」が切れ味の鍵 |
| 基本カット | 引き切り一回で仕上げることが薄切りの真髄 |
| タンカット | 繊維に直角に切ることが「すっと噛み切れる」食感の科学的根拠 |
| ハラミカット | バイアスカット45〜60°で断面積増大とメイラード促進を両立する |
| シルバースキン | エラスチン繊維は加熱で溶けないため、完全除去が必須 |
| 衛生管理 | カラーコーディングと温度管理が食中毒防止の最重要手段 |
確認テスト
単独表示確認テスト
- 白紙鋼とVG-10の化学成分の違いを説明し、それぞれが業務用焼肉店にどのように適しているか論じよ。
- HRC62の包丁を正しく砥ぐための砥石の番手、順序、角度を説明せよ。
- ハラミをバイアスカットする理由を「筋繊維」「断面積」「メイラード反応」の観点から説明せよ。
- シルバースキンが「除去必須」であり、薄い筋膜が「除去不要」である理由をコラーゲンとエラスチンの特性から説明せよ。
- 焼肉店において交差汚染を防ぐための具体的な衛生管理システムを設計せよ。
YU-104 包丁・切り技術 | 焼肉大学 調理技術学科 | 改訂第2版